
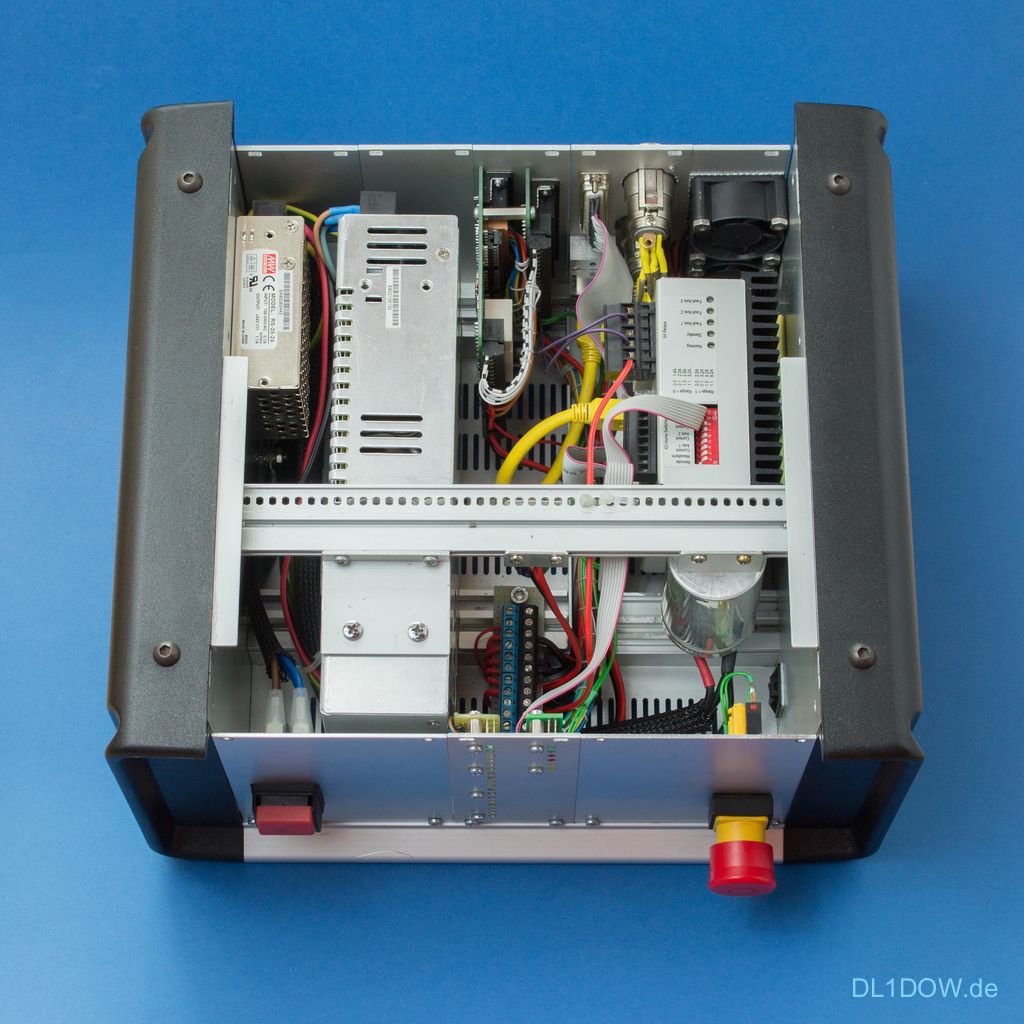
Elektrische Komponenten der Maschinensteuerung. Nicht eingezeichnet
sind Monitor, Maus und Tastatur. Die Kabelstränge A bis H sind
unten detailliert beschrieben.
(Zum Vergrößern auf das Bild klicken)
Beim Umbau einer manuellen Fräse auf eine CNC-Steuerung entfällt ein großer Teil des Aufwandes auf die elektrischen Komponenten. Dazu gehören neben den Antriebsmotoren und der eigentlichen Steuerung auch Endschalter, schaltbare Steckdosen und Fernsteuerrelais, ein elektronisches Handrad und etliche Meter Kabel.
Die CNC-Steuerung besteht aus den folgenden (elektrischen) Komponenten:

Beim Steuer-PC handelt es sich um einen gewöhnlichen IBM-PC mit einer Erweiterungskarte mit zwei zusätzlichen IEEE 1284 Parallelports. Über die Installation des Steuer-PCs gibt es einen eigenen Artikel.


Die Steuerung ist die zentrale elektrische Komponente der kleinen CNC-Fräse und in einem 10-Zoll-Gehäuse mit 3 Höheneinheiten untergebracht. Sie bietet:
Vierundzwanzig LEDs geben Auskunft über den Status der Steuerung und der PC-Schnittstellen.

Sie wird mit zwei Parallelport-Kabeln an den Steuer-PC angeschlossen und enthält die Spannungsversorgungen, eine dreikanalige „Triple Beast“-Schrittmotorsteuerung und ein weiteres PC-Interface.
Die DC-Spannungsversorgung der CNC-Steuerung liefert drei Versorgungsspannungen mit gemeinsamem Massepotenzial:
Die 48V/24V-Spannungsversorgung erfolgt aus zwei getrennten Netzteilen. Beide Netzteile bieten einen potenzialfreien Ausgang. Damit ist eine sternförmige Masseverteilung möglich.

Die 48-Volt-Versorgung erfolgt aus einem Mean Well SP-320-48 Schaltnetzteil[1]. Dieses Schaltnetzteil bietet einen potenzialfreien Ausgang mit 6,7 A Dauerlast. Es ist kurzschlußfest (hiccup mode, siehe [2]) und kurzzeitig bis 130 % überlastbar. Da der Schrittmotortreiber als Abwärtswandler arbeitet, wird das Netzteil mit einem 10 mF-Kondensator gestützt. Laut Herstellerangaben ist das Netzteil ausdrücklich nicht für diese Betriebsart mit großer kapazitiver Last geeignet. Nichtsdestotrotz scheint es dem Netzteil nichts auszumachen. Mehrere Versuche ergaben, daß das Netzteil trotz der großen kapazitiven Last problemlos startet (siehe die Spannungsverläufe im Bild auf der rechten Seite).
Mit 48 V wird allein der TripleBeast-Schrittmotortreiber versorgt.
Die 24-Volt-Versorgung erfolgt aus einem Mean Well RS-25-24[3]. Das Netzteil ist kurzschlußfest (hiccup mode) und bis 1,1 A belastbar.
Für die 24 V gibt es eine Klemmenreihe als Verteiler. Die Masseseite der 24 V-Schiene dient gleichzeitig als Sternpunkt für die Masseverteilung (24 V/48 V) und als Verbindung zum Potenzialausgleich (PE/Gehäuse).
Die Interfacekarte wird mit 24 V versorgt und stellt ihrerseits (unter anderem für die eigene Versorgung) stabilisierte 5 V zur Verfügung. Eine Verteilung innerhalb der CNC-Steuerung ist nicht notwendig, da als einziger externer 5 V-Verbraucher das Handrad direkt an der Interfaceplatine angeschlossen ist.

Das „Triple Beast” von Benezan Electronics[4] ist gleichzeitig PC-Interface, Dreifachschrittmotortreiber mit bis zu 55 V/5 A Phasenstrom und Steueranschluß für Relais und Endschalter (wobei die letzte Funktion in der gegenwärtigen Konfiguration nicht genutzt wird). Im handlichen Hutschienengehäuse findet es problemlos im 10-Zoll-Gehäuse seinen Platz.
Als PC-Interface stellt des das „PC-Interface 1“, den Not-Halt-Kreis, zwei Relais-Ausgänge (Output#5 und Output#6) und einen 24 V-toleranten Eingang (Input#2) zur Verfügung.
Als Schrittmotortreiber ist es konfiguriert auf 3,2 A Phasenstrom und Mikroschrittbetrieb mit zehn Mikroschritten pro Vollschritt.
Die RJ45-Buchse dient dem Anschluß einer weiteren Achse und ist in der Steuerung nach außen geführt.

Die Interfacekarte dient als zweite Schnittstelle zum Steuer-PC (neben dem Triple-Beast) und stellt sieben frei belegbare Eingänge, vier frei belegbare digitale Ausgänge, davon zwei mit Relais, die Schnittstelle für das externe Handrad und eine 5V-Versorung für weitere Baugruppen (zur Zeit ungenutzt) zur Verfügung. 18 zur Frontplatte herausgeführte LEDs zeigen den Status jeder Datenleitung an, was die Einrichtung und Fehlersuche an der Maschinensteuerung erheblich vereinfacht.
Im Gegensatz zu anderen PC-Maschinensteuerungen herrscht also kein Mangel an Anschlußpins, so daß jeder Endschalter und jeder Steuerungspin für die zwei Spindeln, Kühlung und Absaugung auf einem separaten Kanal liegt.
Zur detaillierten Beschreibung der Interfacekarte in der Rubrik »Projekte«:
Als Vorschubmotoren dienen Schrittmotoren vom Typ Sanyo Denki 103 H7823 1740. Bei einem Phasenstrom von 3,2 A bieten sie beachtliche 2,4 Nm Haltemoment.
| A | 2x IEEE 1284 Datenkabel (D-Sub 25 pol. Verlängerung) |
|---|---|
| B |
Steuerleitung, 36pol, (D-Sub 37 pol. Verlängerung) Steuerleitung Handrad (D-Sub 15pol. Verlängerung) |
| C |
Steuerleitung Handrad (D-Sub 15pol. Verlängerung) Signale: TTL-Pegel, +5V/GND Versorgung, 6 Datenleitungen |
| D |
6x Steuerleitung, 3pol. (beidseitig fest verdrahtet) Signale: +24V/GND-Versorgung, Schaltsignal |
| E |
Steuerleitung, 4pol. (Japan 4pol. w/w) Signale: Not-Halt, Spindelstart |
| F |
Steuerleitung, 2pol. (BNC m/m) Signal: Relais 24V |
| G | Motorleitung, 4pol. (XLR 4pol./fest verdrahtet) |
| H | Steuerleitung, 8pol. (RJ 45 1:1) |
Bis auf die dicken, abgeschirmten Kabel für die Schrittmotoren und die 230V-Versorgung für die Hauptspindel laufen alle Kabel an der BF20 im Klemmenkasten zusammen, wodurch sich die Anzahl der Kabel zwischen Steuerung und Maschine in Grenzen hält. Der Klemmenkasten wiederum ist mit zwei Kabeln mit der Steuerung verbunden:

Neben dem internen Anschluß der Endschalter und des Handrads bietet der Klemmenkasten externe Anschlüsse für die Hauptspindel, die Zweitspindel, Schaltsteckdosen und einen Werkzeuglängen- oder Kantentaster.



Die Flexibilität der Verkabelung in Verbindung mit den beiden Klemmleisten bedingt andererseits die Notwendigkeit einer genauen und immer aktuell gehaltenen Dokumentation der Verkabelung.

Alle externen Anschlüsse werden durch Bajonett- oder Schraubverschluß gesichert.
Das elektronische Handrad ist ein sechskanaliges Eingabegerät. In der gegenwärtigen Konfiguration werden davon zwei Kanäle für einen optischen Drehgeber mit 128 Schritten pro Umdrehung und vier Kanäle für einen Schalter zur Auswahl der aktiven Achse genutzt.
Handradschnittstelle, Entprellung und Schutzbeschaltung übernimmt die zweite Interfacekarte.

An der Maschine sind sechs induktive Näherungsschalter fest verbaut, die als Referenz- und Endschalter diesen. Bei Betrieb der vierten Achse kommt bei Bedarf ein weiterer Referenzschalter hinzu. Jeder Endschalter ist an einen separaten Kanal der Steuerung angeschlossen.
Die induktiven Näherungsschalter mit PNP-Ausgängen sind wie im Schema auf dem Bild angeschlossen. Im Verteilerkasten sind Pull-Down-Widerstände vorhanden. Bei einer Unterbrechung der Kabelverbindung zwischen Verteilerkasten und Steuerung werden alle Endschalter aufgrund der internen Pull-Up-Widerstände der Interfacekarte als ausgelöst betrachtet.

Die CNC-Steuerung verfügt über drei geschaltete Steckdosen für die Zweitspindel, den Staubsauger und als Reserve. Sie werden über drei BNC-Buchsen am Klemmenkasten angeschlossen.
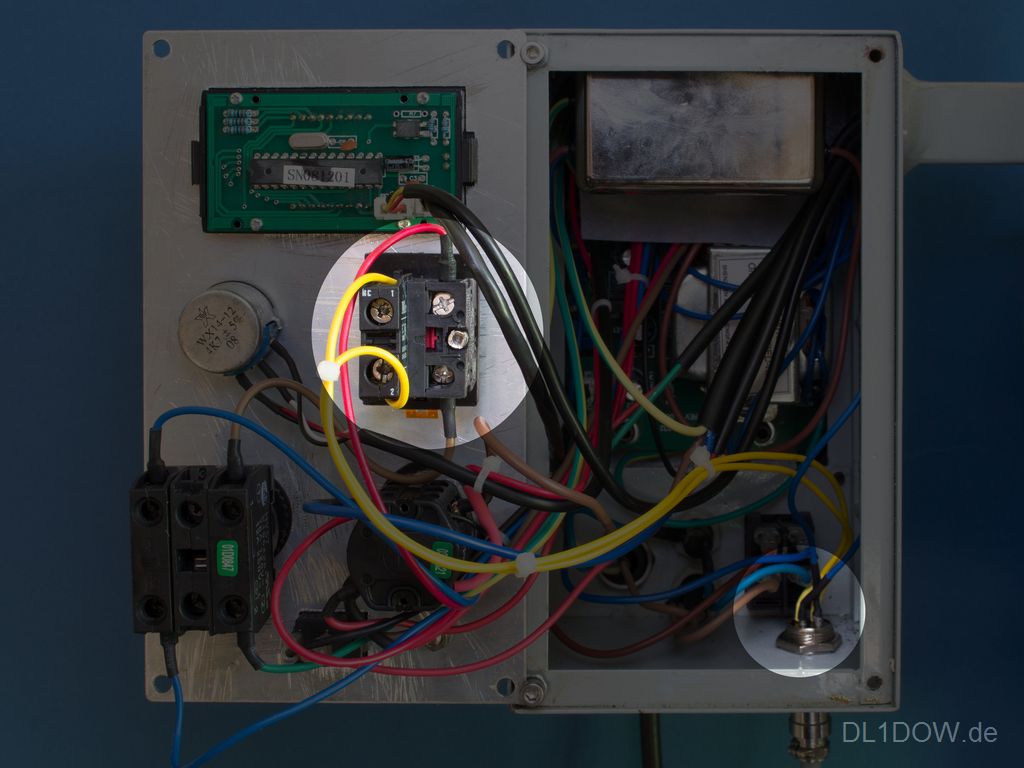
Die Spindelsteuerung der Optimum BF20 hat an der Unterseite einen vierpoligen Japanstecker angebracht, mit dem sich die Spindel per Fernsteuerung ein- und ausschalten läßt. Kurzschließen der Pins 1 und 2 schaltet die Spindel ein, ein Öffnen des Kontakts direkt wieder aus. Hier läßt sich ein Relais einer CNC-Steuerung oder ein Fußtaster anschließen.
Sie besitzt außerdem noch einen großen Not-Halt-Taster, der intern genauso wie der reguläre rote Aus-Taster wirkt.

Für den CNC-Betrieb ist es wichtig, daß der Not-Halt-Taster in den Not-Halt-Kreis der CNC-Steuerung integriert wird. Hierzu bekommt der Not-Halt-Taster einen zweiten Schaltblock (Öffner) spendiert. Da ein passender Schaltblock nicht aufzutreiben war, wurde ein beliebiger Öffner-Schaltblock aus einem anderen Not-Aus-Taster „geborgt” und einfach mit Heißkleber neben den ursprünglichen Schaltblock geklebt. Die beiden Kontakte des neuen Schaltblocks sind an die beiden freien Kontakte der Japanbuchse geführt und darüber in den Not-Halt-Kreis der CNC-Steuerung eingeschleift.
Diese Verkabelung bewirkt, daß eine Betätigung des Not-Aus-Tasters an der Spindelsteuerung unmittelbar sowohl die Spindel als auch jeden Vorschub stoppt, egal ob die Spindel über die CNC-Steuerung oder über die Taste an der Spindelsteuerung eingeschaltet wurde.
Wird dagegen der rote Stop-Taster an der CNC-Steuerung betätigt, wird in jedem Fall die Vorschubbewegung gestoppt. Die Spindel wird jedoch nur dann gestoppt, wenn sie über die CNC-Steuerung und nicht über die grüne Taste an der Spindelsteuerung eingeschaltet wurde. Der rote Taster an der Spindelsteuerung ist damit ein Not-Halt, der rote Taster an der Spindelsteuerung lediglich ein Vorschub-Stop.