Defekte und Reparaturen
Nach sechs Jahren Betrieb bleibt es nicht aus, daß auch kleinere oder größere
Defekte repariert werden müssen. Im folgenden werden Defekte an der BF 20 und am
CNC-Umbausatz beschrieben.

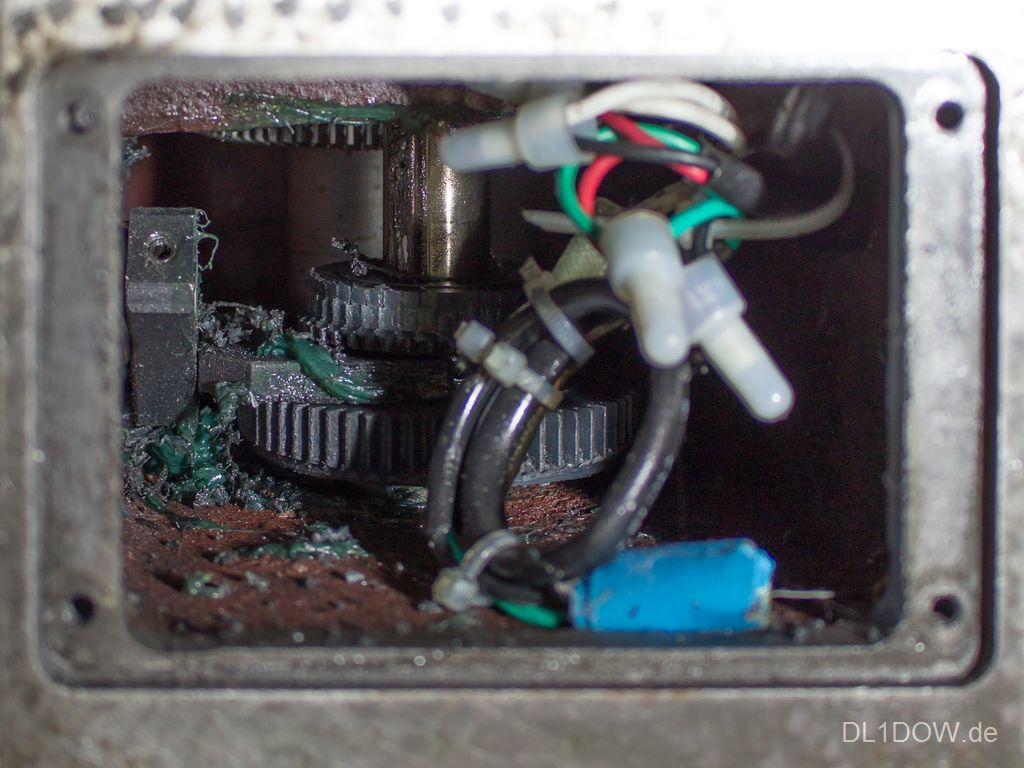
Zahnverlust im kleinen Ritzel für die untere Getriebestufe. Wie man erkennt,
scheint das Zahnrad werksseitig nicht korrekt ausgerichtet gewesen zu sein.
Ebenfalls zu erkennen das originale grüne Fett, bei dessen Kontakt sofort die
Finger taub werden.
(Zum Vergrößern auf das Bild klicken)
Das Zahnradpaar im Umschaltgetriebe gilt allgemeinhin als Schwachpunkt des Antriebs.
Unzählige Beiträge in Internetforen widmen sich diesem Problem. Meine Maschine hat es im
siebten Betriebsjahr erwischt. Das Doppelzahnrad, das zum Umschalten der Getriebestufen
dient, hat auf einer Seite einen kompletten Zahnverlust erlitten.
Schadensbild
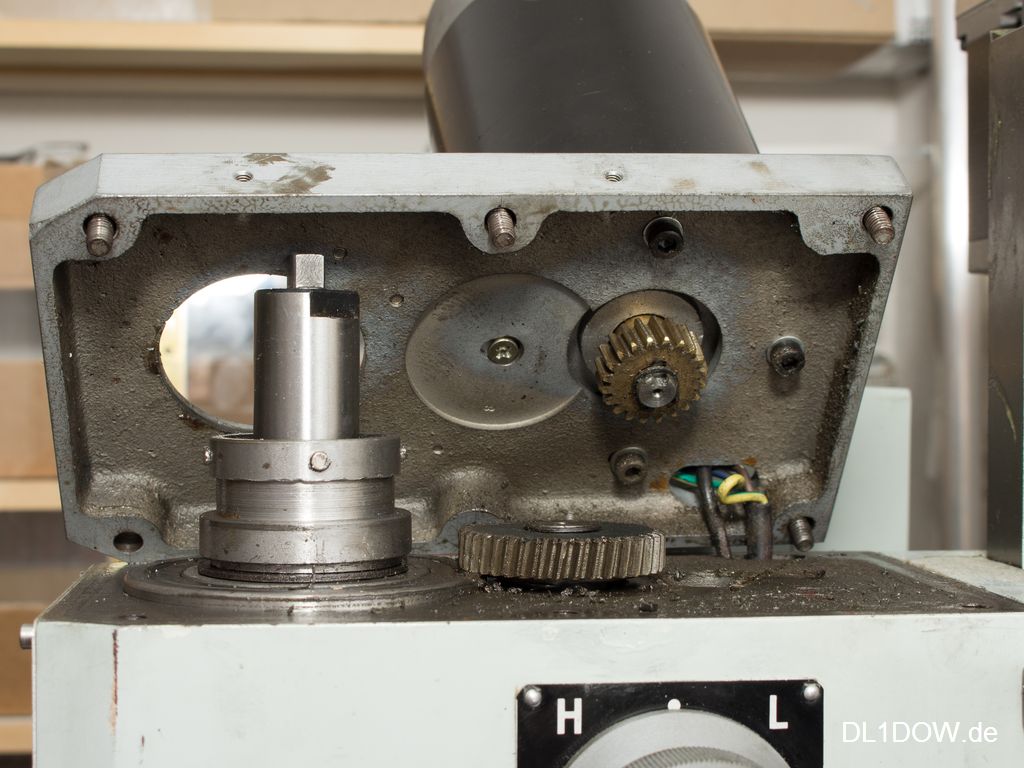
Schaut man sich das Schadensbild genauer an, erkennt man, daß das kleine Ritzel für die
Getriebestufe „L“ nur auf 2/3 der Zahnflanken getragen hat, also beim
Umschalten nicht korrekt eingerückt wurde. Auch mit diesem Problem steht meine Maschine
nicht allein da[1].
Das größere Ritzel für die Stufe „H“ hat auch schon Karies an einer
Flanke. Da habe ich wohl mindestens einmal bei laufendem Motor geschaltet.

Das motorseitige Ritzel und das Kunststoffzahnrad, das als Sollbruchstelle dienen
soll, sind unversehrt. Man beachte das hervorstehende Spindellager.
(Zum Vergrößern auf das Bild klicken)
Das motorseitige Messingritzel und das Kunststoffzahnrad, das als Sollbruchstelle
vorgesehen ist, sind dagegen noch intakt.
Das defekte Doppelzahnrad mit der Teilenummer 212 (Z62/Z42, Modul 1,0, Ersatzteilenummer
03338120212) besteht im Original aus POM. Es sind Nachbauten aus Baustahl oder Hartgewebe
erhältlich.
Bis der Ersatz angekommen und montiert ist, kann die Maschine nur in der Getriebestellung
„H“ betrieben werden.
Reparatur

Zum Aus- und Eindrücken der Zwischenwelle (und ihrer Kugellager) ist ein
Abdrückbügel sehr hilfreich.
(Zum Vergrößern auf das Bild klicken)
Der Aus- und Wiedereinbau der Zwischenwelle, auf der das Doppelzahnrad sitzt, ist
unerwartet knifflig und nimmt insgesamt mehr als einen halben Samstag in Anspruch.
Regel 1:
Wenn Du Deine Fräse für eine Reparatur teilweise zerlegt hast, erkennst Du sofort, daß Du
eine Hilfsvorrichtung benötigst, die Du mit der Fräse viel einfacher hättest herstellen
können.
Für den Ausbau der Zwischenwelle muß der Motor samt Adapterplatte und die Halogenleuchte
an der Unterseite demontiert werden. Für letzteres muß man mit dem Schraubendreher beherzt
zwischen die Fugen der Leuchte drücken und den inneren Ring mit der Scheibe, den mittleren
Ring und den Leuchteinsatz abheben. Die Leuchte selbst ist mit zwei
Kreuzschlitz-Senkkopfschrauben befestigt.
Die Zwischenwelle ist schwimmend gelagert. Nach dem Entfernen je eines Sicherungsrings an
der Ober- und Unterseite kann sie problemlos teilweise nach oben ausgedrückt und das
obere Kugellager abgezogen werden. Hierzu ist ein gut sitzender Abzieher erforderlich, da
der Innenring (Innendurchmesser 15 mm) auf einem 17 mm starken Wellenabsatz
aufsitzt, so daß nur ein schmaler Rand für den Abzieher bleibt. Ich habe meinen deshalb
sicherheitshalber nachgeschliffen. Ist das obere Wälzlager abgezogen, kann die
Zwischenwelle nach unten aus dem Getriebekopf herausgezogen und das Doppelzahnrad nach
hinten entnommen werden.

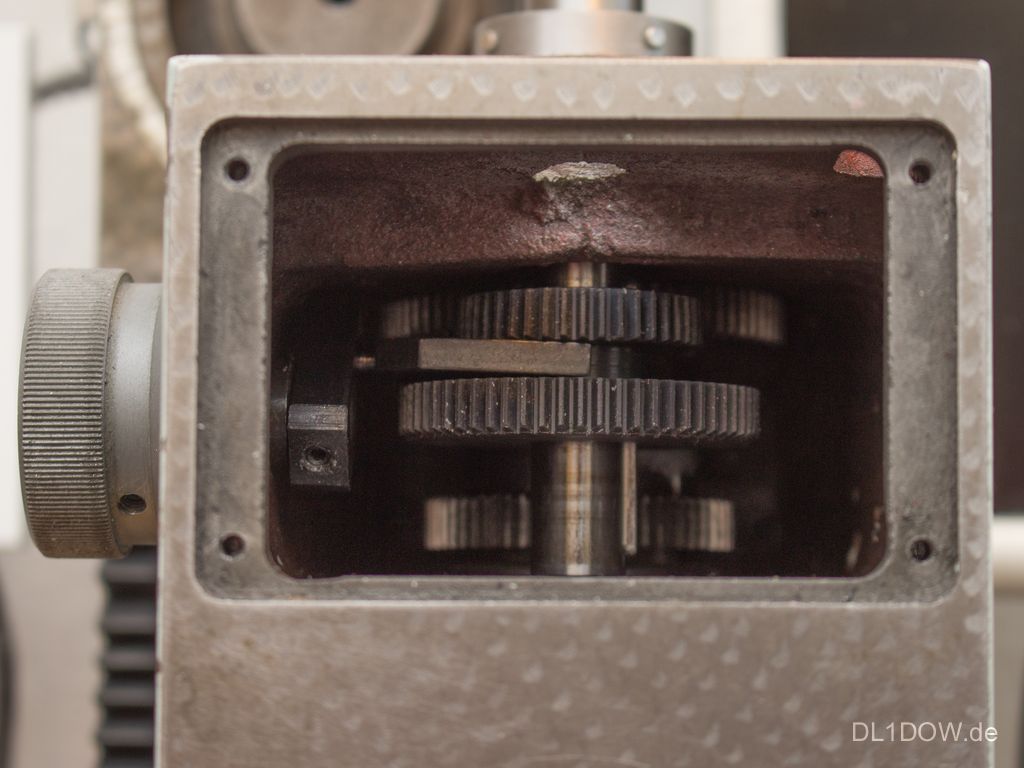
Getriebekasten gereinigt und neues Doppelzahnrad eingebaut: Das Zahnrad ist in
der Schaltstellung “L” immer noch nicht korrekt eingerückt.
Das läßt sich aber problemlos beheben.
(Zum Vergrößern auf das Bild klicken)
Jetzt ist es angebracht, den Getriebekasten zu reinigen. Neben dem Original-Getriebefett,
das bei Hautkontakt immer taube Finger gibt, finden sich darin auch Kunststoff-Krümel von
dem vergangenen Zahnrad und anscheinend auch noch Sandreste.
Für den Wiedereinbau der Zwischenwelle ist ein Abdrückbügel, der in die Befestigung der
Motorplatte geschraubt werden kann, sehr hilfreich. Wir erinnern uns an Regel 1. Dann
bedarf es der bekannten Mischung aus Sorgfalt und Gewalt, um die beiden Kugellager
verkantungsfrei aufzudrücken.
Nach dem Wiederzusammenbau der Schaltklaue ist das Zahnrad natürlich immer noch nicht
korrekt eingerückt — was ja die ursprüngliche Ursache für den Zahnverlust war.
Hier bekommt das hervorstehende obere Spindelwellenlager eine Bedeutung: Auch die
Spindelwelle ist schwimmend gelagert, allerdings ohne Sicherungsring. Im Laufe der Jahre
ist sie vermutlich immer weiter nach oben gewandert. Vor ca. 3 Jahren ist der
Drehzahlmesser ausgefallen. Damals habe ich die Bedeutung nicht erkannt und bin einfach
von einer grenzwertigen Montage des Drehzahlgebers ausgegangen, die ich mit einer
Unterlegscheibe „behoben“ habe. Daß sich das Geberrad verschoben
haben könnte, weil die Spindelwelle gewandert ist — das kam mir damals nicht in den
Sinn.
Dieses Problem ist allerdings schnell gelöst: Das obere Spindelwellenlager läßt sich mit
moderater Kraft wieder in seinen ursprünglichen Sitz pressen und das Doppelzahnrad an der
Zwischenwelle hat (wieder?) perfekten Eingriff.
Epilog
Wenn das nächste Mal der Drehzahlmesser ausfällt, wird als erstes das obere
Spindelwellenlager überprüft. Ansonsten war die Reparatur ein voller Erfolg:
Schrieb ich noch im Vorspann der Beschreibung zum Anbau meiner
Zweitspindel
„Die Spindel der BF20 läßt sich von ca. 50 bis 2500 U/min
regeln“, so schafft die Maschine nach der Reparatur eine Leerlaufdrehzahl von
etwas mehr als 3000 U/min und ist zudem natürlich deutlich leiser geworden.
Motorkohlen (Original-Antrieb der Optimum BF 20)

Motorkohlen der BF 20 nach sechs Jahren Betriebszeit: Von den 15 mm
Ursprungslänge sind noch fast 12 mm vorhanden.
(Zum Vergrößern auf das Bild klicken)
Die Kohlebürsten des Universalmotors der BF 20 gelten als sehr verschleißanfällig. In
manchen Foren wird davon berichtet, daß schon nach einem Wochenende CNC-Zerspanung ein
Satz Motorkohlen „herunter“ sei. Das kann ich nicht bestätigen. Bei mir sind
nach sechs Jahren halbwegs regelmäßigen Betriebs noch mehr als 2/3 der Kohlebürstenlänge
vorhanden. Bürstenfeuer ist auch unter Last nicht zu sehen.
So können die vorsorglich angeschafften Ersatz-Kohlebürsten wohl noch das ein oder andere
Jahr in der Schublade bleiben.

Die Y-Spindel hat sich gelängt.
(Zum Vergrößern auf das Bild klicken)

Die Spindel wurde aus drei Teilen hergestellt, die ineinandergeklebt wurden.
Ein Sicherungsstift sorgt für eine Entlastung der Klebung.
(Zum Vergrößern auf das Bild klicken)
Im sechsten Betriebsjahr fiel es auf, daß sich in Y-Richtung der Tisch unter Last immer
mal wieder minimal bewegte. An den
Werkstücken war zum Glück nicht nichts zu sehen, aber trotz soft limits
wurde immer mal wieder ein Endschalter angefahren. Im Verdacht stand die Klemmung der
Spindelmutter. Um die die Klemmung der Spindelmutter zuverlässig und genau einstellen
zu können, ist es unumgänglich, den X-Tisch, den Y-Achsen-Antrieb zu
(Schrittmotor und Zahnriemen) und die
hintere Y-Achsen-Abdeckung zu demontieren. Hier
fiel es auf, daß die Spindel verdächtig weit hinten beinahe an den Sockel
stieß.
Nach der kompletten Demontage des Spindelantriebs wurde das Übel sichtbar: Die
Spindel hatte sich gelängt!
Ermöglicht wurde dieser Defekt durch den Herstellungsprozeß des Spindelendes:
Um es sich zu ersparen, die gehärteten Gewindeflanken abzudrehen, hat der Hersteller
einfach in den weichen Spindelkern gebohrt und dort das passende Spindelende aus Baustahl
eingeklebt. Diese Klebung hat sich vermutlich im Laufe der Jahre gelöst.
Zum Glück ließ sich die gehärtete Gewindespindel mit einem VHM-Bohrer problemlos
durchbohren. So sichert jetzt ein kleiner Paßstift die neue Klebeverbindung
zusätzlich.
Spindelmutter Z-Achse (CNC-Umbau)

Der Spindelmutter geht es offensichtlich nicht besonders gut.
(Zum Vergrößern auf das Bild klicken)
Nach vier Jahren Betrieb ist an der Spindelmutter für die Z-Achse ein großes Stück
abgeplatzt — an der Stelle, an der die Mutter im Mutterngehäuse sitzt. In
diesem defekten Zustand ist die Maschine immerhin noch zwei Jahre weitergelaufen (mit den
entsprechenden Einschränkungen in der Genauigkeit der Z-Achse).
Damit das nie wieder passiert, bekommt die abgedrehte Madenschraube, die als Mitnehmer
dient, einen Freistich spendiert, so daß an dieser Stelle die Spannungsspitzen
hoffentlich etwas geringer werden.
Links
Verwandte Artikel
DL1DOW
German Amateur Radio Station