
BF20 nach dem Grundumbau mit Schrittmotoren und Kugelgewindespindeln auf allen drei Achsen
(Zum Vergrößern auf das Bild klicken)
Beschrieben wird der mechanische Umbau einer Optimum BF20 für eine CNC-Steuerung mithilfe des Umbausatzes von Christoph Seelig und einige sinnvolle Modifikationen für einen maximalen Verfahrweg und Späneschutz.
Um eine konventionelle Fräsmaschine auf CNC umzubauen braucht man eigentlich eine zweite Fräsmaschine und eine Drehbank. Beide Werkzeuge standen mir allerdings für den Zeitraum des Umbaus nicht zur Verfügung. Aus diesem Grund entschied ich mich für den mechanischen Teil für den Umbausatz von Christoph Seelig[1]. Nach der Beschreibung in seinem Buch „CNC-Fräsen im Modellbau, Band 4: Umrüsten auf CNC-Steuerung”[2] war der Grundumbau an einem Samstag gemütlich (fast) erledigt.
Generell ist die Anleitung für den Umbau der BF20 im Buch und den Ergänzungen auf der Website[1]des Autors extrem gut und der angebotene Umbausatz gut darauf abgestimmt. Um so mehr werde ich hier auf Punkte eingehen, die meiner Meinung nach im „Original” nicht so gut gelöst sind oder mich vor Schwierigkeiten gestellt haben.
Später wurde auch dieser Umbau allerdings auch mehrfach modifiziert, mit den Zielen, den Verfahrweg in Y-Richtung zu maximieren, die Wartung zu erleichtern und die Zuverlässigkeit zu erhöhen. So verfügt die Maschine nach den Modifikationen wieder über immerhin noch 276 × 147 × 239 mm Verfahrweg.
Für den Umbau muß die Maschine teilweise zerlegt und der Spindelkopf und der X-Y-Kreuztisch abgenommen werden. Die Optimum BF20 mit kurzem Tisch wiegt insgesamt ca. 110 kg. Davon entfallen:
Damit sind die Einzelteile leicht genug, daß eine Montage notfalls auch von einer Person vorgenommen werden kann.

Auf dem Foto sieht man, wie die Maschine aussieht, wenn der Kreuztisch komplett entfernt ist. Auf dem Bild (der nackte Herr im Hintergrund bin übrigens nicht ich) ist noch der manuelle Kurbelantrieb für die Z-Achse montiert. Das Ganze wiegt in dieser Konfiguration ca. 46 kg, so daß das eine vernünftige Gelegenheit ist, das Gerät im Hobbyraum an seine endgültige Stelle zu bringen.

Die gute Nachricht vorweg: Der Umbau der Z-Achse auf Kugelrollspindeln wäre beinahe völlig problemlos verlaufen, hätte ich vorher das gewußt, was ich leider erst währenddessen erfahren habe. Aber der Reihe nach.
Nach unten hin könnte der Schlitten der Z-Achse leider ein wenig über das Ende der Spindel hinausfahren. Wäre die Spindel etwa 4cm länger könnte das nicht passieren, die Anleitung empfiehlt hier eine Inbusschraube als unteren Anschlag in die Gleitfläche der Z-Achse zu schrauben. Nachdem der Faltenbalg sich nach dem Zusammenbau an dieser Stelle sehr unglücklich zerknitterte, durfte die Anschlagschraube wieder weg. Also: Z-Achse wieder zerlegen und stattdessen eine Schraube als Anschlag in die Rückseite des Z-Schlittens gemacht, wo sie niemanden stört. Verfahrweg geht durch den Anschlag auf keinen Fall verloren, da hier der Faltenbalg für die Z-Achse der begrenzende Faktor ist.
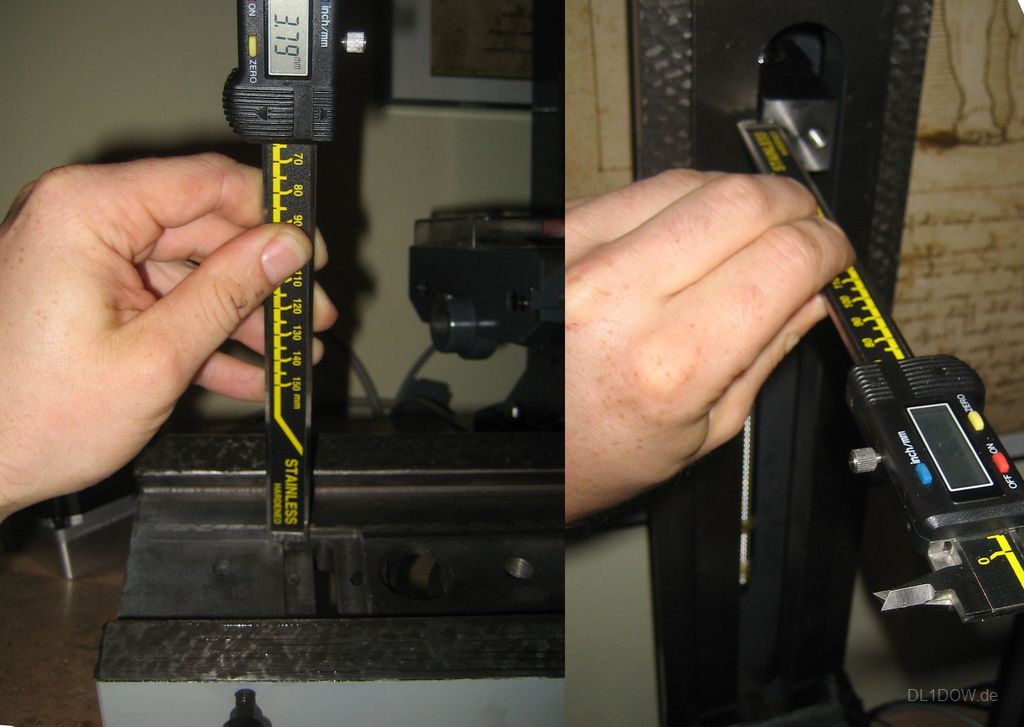
Also alles wieder zusammenbauen und das Spindelspiel einstellen. Daß das nicht so einfach ging lag - wie sich nach nur wenigen Viertelstunden herausstellte - daran, daß mit der neuen Kugelgewindemutter der quaderförmige Mitnehmer (Originalteil, rechts im rechten Bild) ein wenig zu weit herausragte. Hätte man jetzt eine Fräsmaschine.... aber sägen und feilen ist ja auch schön.
Und sieh da: Sieht man sich ein paar Wochen später den Zeichnungssatz noch einmal an, stellt man fest, daß das Kürzen des Blocks auch eingezeichnet war…

Alles wieder zusammengebaut, die Keilleiste wieder hereingeschoben und eingestellt und anschließend die Neigung des Mitnehmers der Spindelmutter zum Z-Schlitten richtig eingestellt. Hätte ich bei letzterem flüssige Schraubensicherung verwendet, hätte ich das Ganze ein paar Monate später, nachdem sich genau diese Schrauben wieder losvibriert hatten (das macht sich übrigens durch Rattermarken und Umkehrspiel der Z-Achse bemerkbar), nicht noch einmal machen müssen.
Deswegen mein Tipp: Beim Umbau der BF20 nicht mit flüssiger Schraubensicherung (mittelfest) sparen!
Jetzt läuft die Z-Achse satt und zufrieden. Also Zahnriemen und Motor dran und fertig ist dieser Teil. Es folgt der Umbau der Y-Achse.

Ein Blick in den Sockel scheint uns folgende fernöstliche Fertigungsphilosophie zu offenbaren: „Wird Grauguß bei Sandkern zu glatt benutze einen zerbrochenen Ziegelstein.” Insbesondere die Abschrägung vorn muß weg, um der Kugelgewindemutter der Y-Achse zusätzliche Millimeter Weg zu gönnen und andererseits zu verhindern daß diese beim dagegenfahren verkantet. Aber feilen macht ja bekanntlich Spaß.

Die Kugelgewindespindel für die Y-Achse eingeschoben, Mutter vorsichtig aufgefädelt, Spindellagerung verschraubt und - Pech gehabt. Leider war der Hersteller bei mir etwas zu großzügig und die Spindel ca. 3mm zu lang - und stößt schon an das Ende des Sockels, bevor das Lager vorn anliegt. Testeinbau vor dem Verschrauben ist also doch nicht nur Spielerei. Wieder etwas gelernt. Für diesmal.
Das ist eine prima Gelegenheit um ebenfalls zu lernen, wie man die Kugelmutter wieder abnimmt, ohne hinterher das lustige Kugelsuchspiel spielen zu müssen.
Nach diesem kleinen Nervenkitzel läßt sich die Spindel mit ein wenig Geduld problemlos vorsichtig absägen, da sie glücklicherweise nur randschichtgehärtet ist. Daß ich zwei Wochen später herausbekomme, daß ich das gar nicht hätte absägen müssen, weil es eine noch bessere Lösung gibt will ich hier besser nicht erwähnen.
Den Kreuzschlitten aufgesetzt und Y- und X-Spindelmuttern bzw. deren Mitnehmer werden nun montiert und ausgerichtet. Auch hier wieder: Hätte ich vorher gewußt, wie schnell Vibrationen diese sorgfältig ausgerichtete Montage zunichtemachen können (bemerkbar durch großes Umkehrspiel von X- und/oder Y-Achse) hätte ich gleich zu Anfang bei den jeweils vier Schrauben je Achse nicht auf flüssige Schraubensicherung verzichtet. Aber durch jedes Zerlegen lernt man seine Maschine ja besser kennen.
Hier geht diesmal wirklich alles nach Plan. Die Montage des Tisches, der Kugelgewindespindel und des Schrittmotors laufen wie geschmiert - und fertig ist sowohl der erste Samstag als auch die Umrüstung der BF20 auf Kugelgewindespindeln.
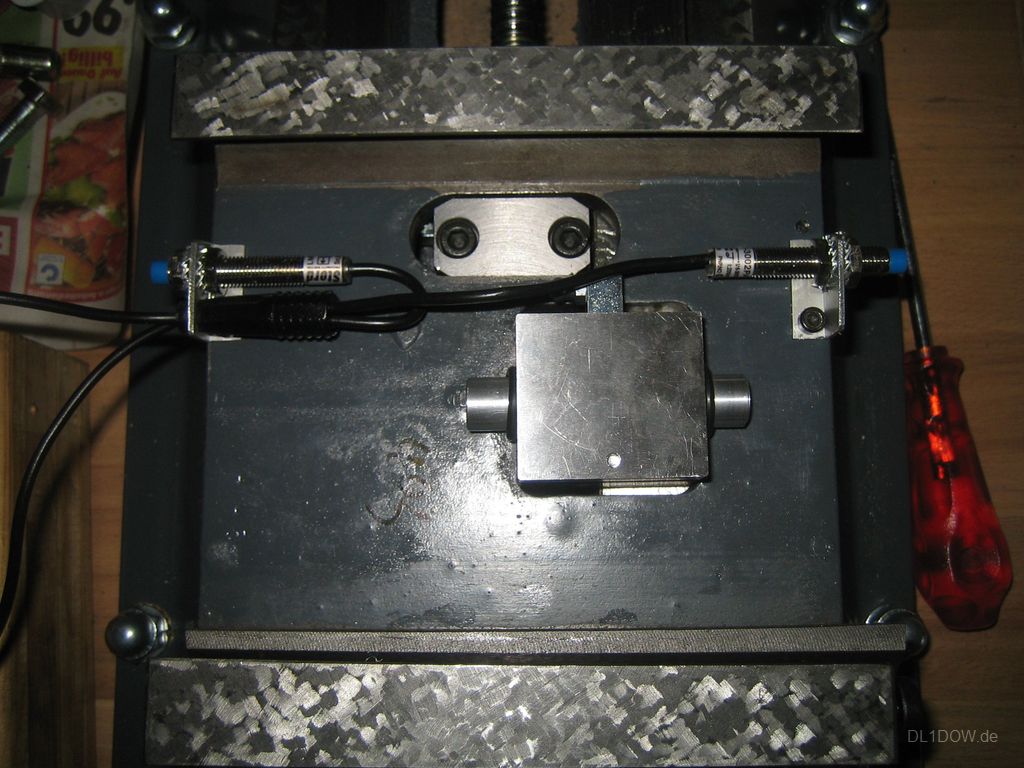
Da alle Handkurbeln entfernt wurden, ist man jetzt auf die Elektronik angewiesen, um mit der Maschine irgendetwas machen zu können. Was jetzt noch fehlt sind die Endschalter (bis auf X-Achse) und ein Verteilerkasten für die Elektrik. Übrigens ist auf dem Foto jetzt auch deutlich zu erkennen, daß ich wirklich nicht der Herr auf dem Bild bin.

Ein kleiner Anschlußkasten an der Maschinenrückseite ist über ein 36poliges Kabel mit der Maschinensteuerung verbunden. Neben den drei Kabeln für die Schrittmotoren ist dies die einzige elektrische Verbindung zwischen Maschine und Steuerung. Hier sind alle Endschalter und Spindelkontrollrelais zusammengefaßt.
Die Montage der Endschalter ist problemlos und läßt auch ohne Schleppketten die Gefahr des Kabelknickens sehr gering erscheinen. Für die Anfertigung der kleinen Halteblöcke steht ja jetzt die Fräsmaschine zur Verfügung.

Begrenzender Faktor für den Verfahrweg der Y-Achse nach vorn war das Anstoßen des Kreuzschlittens an das Zahnriemengehäuse. Weiterhin störte mich das Herausstehen des Antriebsmotors für die Y-Achse nach vorne sehr - was eher ein psychologisches Problem war, aber er sah einfach so aus, als würde man irgendwann einmal im Eifer des Gefechts Gefahr laufen, sich darauf abzustützen.
Also wurde kurzerhand die dicke Grundplatte für die Zahnriemenaufnahme an der zukünftigen Flanschaufnahme für den Schrittmotor etwas dünner gefräst (damit der Abstand der Riemenscheibe zu den Motorlagern nicht größer wird), der Schrittmotor auf der anderen Seite befestigt und eine 12mm Abstandplatte zwischen dem Lagerflansch und dem Sockel angebracht, so daß der Kreuzschlitten jetzt nur noch einen halben Millimeter, bevor die Kugelmutter unten im Sockel anstößt, das Riemengehäuse berührt.

Ein ewig sprudelnder Quell des Frustes ist der Gummilappen, der nach hinten heraus als Abdeckung für die Bahn und die Spindel der Y-Achse dienen soll. Zum einen bedeckt er die Spindel nur halbherzig, zum anderen wird er bei Ausnutzung des kompletten Verfahrweges ordentlich gespannt und gequetscht. Deutlich robuster ist die einfache Faltenbalgkonstruktion, die ihn bei meiner Maschine ersetzt hat. Es handelt sich einfach um acht an passender Stelle zieharmonikaförmig aufeinandervulkanisierte Gummilappen (siehe Bild auf der rechten Seite). Deutlich formstabiler und breiter als die Ursprungskonstruktion sind die darunterliegende Bahn und Spindel deutlich besser geschützt, selbst wenn sich in den Rillen ein wahrer Spänesee gesammelt hat.
Ursprünglich als Interimslösung bis zur Montage einer ordentlichen Jalousie geplant, hält die mit Fahrradflickzeug aufeinandervulkanisierte Abdeckung jetzt seit etwas mehr als vier Jahren und hat sich damit als Dauerlösung qualifiziert.

Nach vorn wird die Gleitbahn der Y-Achse mit einer breiten Abdeckung aus Plexiglas geschützt. (Auf einem anderen Bild oben ist noch eine schmale Vorgängerversion dieser Abdeckung zu sehen. Allerdings zeigte sich, daß sich unter der schmalen Abdeckung immer wieder zahlreiche Späne auf die Gleitbahn mogelten.) Eine breite Abdeckung schützt nicht nur den Motor, das elektronische Handrad und die vordere Gleitbahn vor Spänen — auf dieser Abdeckung läßt sich auch beim Einrichten die Tastatur abstellen.